Heat exchangers are vital in various industrial processes, from power generation and chemical production to HVAC systems. The efficiency and durability of a heat exchanger significantly impact the overall performance of these systems. Among the various materials used for heat exchanger coils, titanium has gained prominence due to its exceptional corrosion resistance and heat transfer properties. In this blog, we will explore the world of titanium heat exchanger coils, delving into their advantages, applications, and the reasons behind their growing popularity.
I. Understanding Heat Exchangers
Before we dive into the world of titanium heat exchanger coils, let’s begin by understanding the fundamentals of heat exchangers.
A. What is a Heat Exchanger?
A heat exchanger is a device that facilitates the transfer of thermal energy between two or more fluids at different temperatures without them coming into direct contact with each other. This energy transfer can involve heating or cooling, making heat exchangers versatile tools in various applications.
B. Types of Heat Exchangers
Heat exchangers come in various types, including shell-and-tube, plate, finned-tube, and coil heat exchangers. Each type serves specific purposes and offers unique advantages.
II. Titanium: The Ideal Choice for Heat Exchanger Coils
A. Corrosion Resistance
One of the primary reasons for using titanium in heat exchanger coils is its remarkable corrosion resistance. Titanium’s resistance to corrosion is a result of its passive oxide layer, which forms naturally on its surface. This oxide layer protects the metal from many corrosive environments, including those with high acidity or alkalinity.
B. High Heat Transfer Efficiency
Titanium’s high thermal conductivity allows for efficient heat transfer between the fluid inside the coil and the external medium. This efficiency ensures the heat exchanger operates optimally, contributing to energy savings and process effectiveness.
Titanium is not only strong but also lightweight, making it an excellent choice for heat exchanger coils. Its combination of strength and low density makes it easy to handle and install while ensuring the longevity of the coil.
D. Longevity
Due to its resistance to corrosion and erosion, titanium heat exchanger coils have a long service life, reducing maintenance costs and downtime.
III. Applications of Titanium Heat Exchanger Coils

A. Chemical Industry
Titanium heat exchanger coils find extensive use in the chemical industry, where they are exposed to highly corrosive substances. Their ability to withstand aggressive chemicals makes them a preferred choice for applications like chemical processing, petroleum refining, and pharmaceutical production.
B. Power Generation
In power plants, where heat exchangers are pivotal in energy conversion processes, titanium heat exchanger coils contribute to enhanced efficiency and reduced maintenance needs. They are used in both conventional and renewable energy systems.
C. Desalination
Desalination involves treating seawater to make it suitable for consumption and industrial use. Titanium heat exchanger coils are instrumental in this industry due to their resistance to the corrosive nature of seawater.
D. Aerospace
In the aerospace industry, titanium heat exchanger coils are used in various cooling systems, ensuring that critical components of aircraft and spacecraft operate within safe temperature
ranges.
E. Food and Beverage Industry
Heat exchangers are crucial in the food and beverage industry for pasteurization, sterilization, and cooling processes. Titanium’s corrosion resistance is especially valuable in ensuring product quality and safety.
IV. Titanium Heat Exchanger Coil Design and Construction
A. Tube-in-Tube Design
Titanium heat exchanger coils are often designed in a tube-in-tube configuration, where one tube is nested within another. This design enhances the efficiency of heat transfer by increasing the surface area for contact between the fluids.
B. Welding Techniques
Fabricating titanium heat exchanger coils requires expertise in welding techniques to maintain the material’s integrity. Tungsten inert gas (TIG) welding and electron beam welding are commonly used to join titanium tubes and headers.
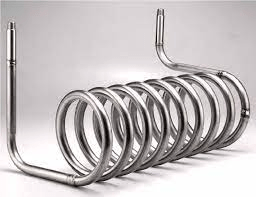
C. Tube Geometry
The geometry of the titanium tubes in the coil can vary, with options like spiral, serpentine, or straight configurations. The choice of tube geometry depends on the specific application and heat transfer requirements.
V. Maintenance and Care
To ensure the longevity and optimal performance of titanium heat exchanger coils, regular maintenance is essential. This includes inspections for any signs of corrosion, scaling, or fouling, as well as cleaning and, if necessary, passivation.
VI. Advancements in Titanium Heat Exchanger Technology
The field of heat exchanger technology is continually evolving, and titanium heat exchangers are no exception. New manufacturing techniques and innovative designs are improving their performance and expanding their applications. Some of the recent advancements include:
A. Additive Manufacturing
Additive manufacturing, such as 3D printing, is being employed to create complex titanium heat exchanger designs, offering enhanced efficiency and customization.
B. Microchannel Heat Exchangers
Microchannel heat exchangers with titanium components are becoming popular for applications that require high heat transfer rates in compact spaces, like electronics cooling and automotive systems.
C. Enhanced Surface Treatments
Researchers are developing advanced surface treatments to further enhance the heat transfer characteristics of titanium heat exchanger coils.
VII. Environmental Impact and Sustainability
The use of titanium in heat exchangers has environmental implications. While titanium is abundant, the extraction process is energy-intensive. However, the long service life and energy efficiency of titanium heat exchanger coils contribute to overall sustainability by reducing energy consumption and emissions.
VIII. Conclusion
Titanium heat exchanger coils have revolutionized the heat exchange industry, offering exceptional corrosion resistance, high heat transfer efficiency, and durability. Their applications span various industries, from chemicals to aerospace, and they continue to evolve with advancements in technology and design. While titanium may not be the most cost-effective material for every application, its unique properties make it an indispensable choice when corrosion resistance and longevity are paramount.
In the ever-evolving landscape of heat exchanger technology, titanium heat exchanger coils stand as a testament to the power of materials science and engineering, ensuring that critical processes run smoothly and efficiently in the face of aggressive environments. As industries demand high-performance solutions, titanium’s role in heat exchangers will grow, contributing to a more sustainable and efficient future.